
I know enough to know that I need to pay someone that’s a pro to do this:
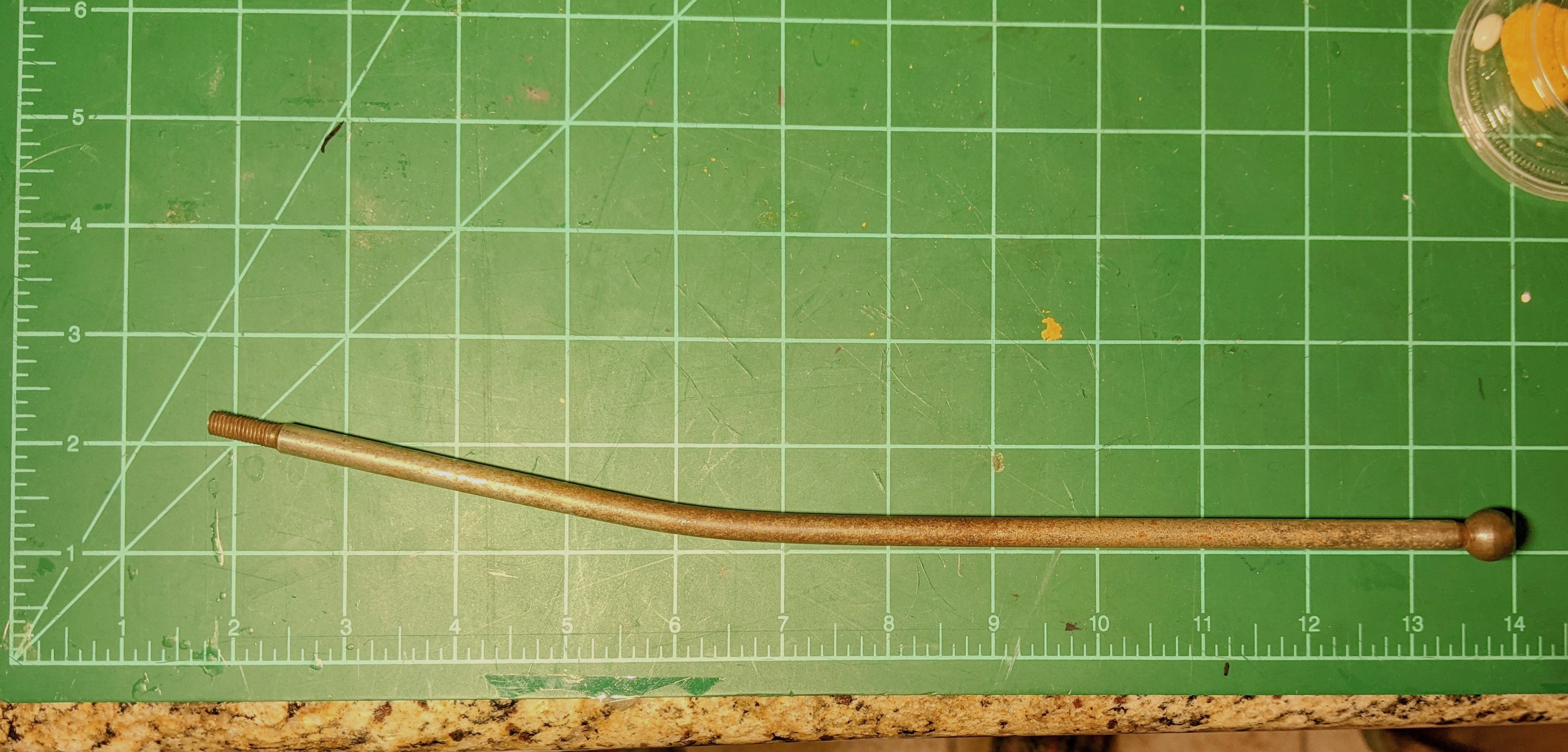
I have a 100yr old pittman rod to a Treadle sewing machine that is bent. I was hoping someone may know heat straightening well enough to get it visibly straight. It’s steel or iron.
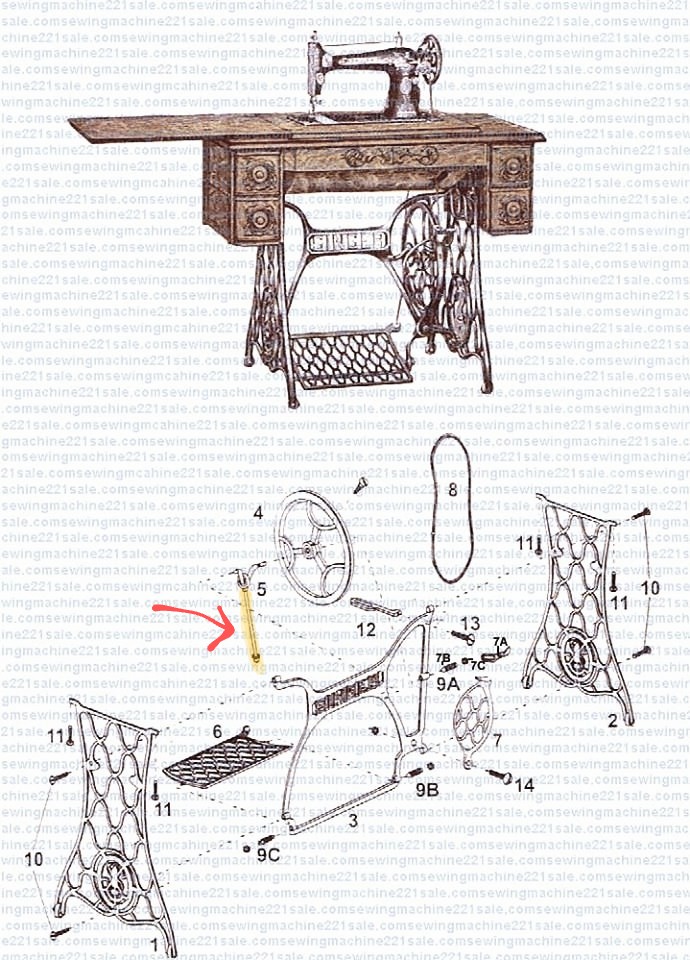
Function - the bearing end connects the Treadle petal to the threaded doughnut bearing that rides on the offset crank shaft.
It doesn’t need to be micro-meter exact, it has some adjustment wiggle room at the top with the threads.
The bent part-
PXL_20210324_150827988~2|690x330!
Machine diagram-
1f28d8b528a8069929045a584bf7f144~2|359x500
.
This is an uncommon pittman arm for an industrial Treadle, and it is close to impossible to find replacements, which is why I want the repair done.








{kind=link}
{kind=link}